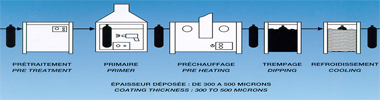
Inmersión:
Proceso basado en el recubrimiento por contacto de la pieza, previamente calentada a 275o-300oC, con el Rilsan®, al sumergirla en una cuba de fluidificación, de 3 a 5 segundos. Con este método se consigue un recubrimiento uniforme, de 250 hasta 500 μm, en toda la superficie de la pieza. Facilita el recubrimiento de rincones e intersecciones.
Dependiendo del material y dimensiones de la pieza, la temperatura del horno deberá estar entre 280 y 400 oC.
Permite recubrimientos parciales, enmascarando o protegiendo las zonas que no quieren recubrirse.



Referencias recomendadas: Rilsan® T
Procedimiento: desengrase, granallado, imprimación, calentamiento, inmersión y enfriado (aire o por inmersión)
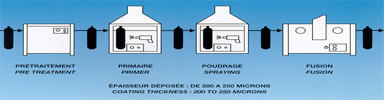
Electroestática:
Mediante una pistola electroestática, las partículas de Rilsan® se cargan eléctricamente y se proyectan sobre la pieza metálica. Posteriormente, la pieza es introducida en un horno (210-220oc) donde se realiza la fusión.
Este procedimiento permite la aplicación de diversas capas consecutivas de Rilsan®. Se pueden conseguir capas de entre 100 y 180 μm.
Referencias ES, para aplicación con corona positiva o tribo, y ESY para corona negativa.
Procedimiento: desengrase, granallado, imprimación, proyección electroestática, paso por horno y enfriado (al aire o por inmersión)
Minicoat/maxicoat:
De forma análoga al procedimiento de inmersión, las piezas se calientan previamente y son vertidas en un bol vibratorio donde entran en contacto directo con el Rilsan®. El movimiento vibratorio de este recipiente consigue que las piezas se recubran uniformemente.
Este método permite recubrir piezas de tamaño pequeño o medio (1-15 cm), sin manipulación, con una elevada capacidad de automatización y una alta productividad, sin puntos de cuelgue.
Consigue un acabado rugoso que puede ser alisado mediente un paso final de fusión.



Referencias M.
Procedimiento: calentamiento, inmersión y alisado (si se requiere)
Proyección en caliente o con llama:
Permite el recubrimiento de piezas de grandes dimensiones que difícilmente podrían ser protegidas con los métodos anteriores, como válvulas, bombas, cilindros. Puede realizarse por el calentamiento de la pieza a una temperatura suficiente (250-280oC ) y posterior proyección del Rilsan® con pistola neumática (o electroestática sin carga) para que funda al contacto con la superficie caliente.
Tambien puede realizarse con pistola de llama, que nos calentará la superficie a recubrir, a la vez que proyecta Rilsan®. Esta última técnica nos permite realizar recubrimientos in-situ.

Referencias T, ES y ESY
Procedimiento: preparación de la pieza, aplicación de imprimación, calentamiento, proyección y enfriado
Rotomoldeo:
Es una técnica utilizada para el recubrimiento interior de recipientes y contenedores en contacto con sustancias corrosivas, como calentadores de agua domésticos, extintores, acumuladores de agua, etc.
Una vez se ha tratado y calentado la pieza a recubrir, se vierte en su interior Rilsan®. Se procede a girar el recipiente mientras se va inclinando, hasta quedar totalmente vertical y se elimina el exceso de polvo no fundido por la abertura.
Referencias T, ES.
Procedimiento: preparación de la pieza, imprimación, calentado, introducción del Rilsan®, rotación, eliminación del exceso, enfriado.
Control de calidad
La correcta aplicación y propiedades finales del recubrimiento Rilsan® pueden ser comprobadas mediante la norma EN10310.